Egy komplett porszóró rendszer akkor működik jól, ha nem külön gépek összerakott láncolata, hanem egymáshoz hangolt technológiai egységek rendszere. A kabin levegőtechnikája, a porvisszanyerés, a szűrés, a porbeégető kemence hőprofilja és a konvejor sebessége ugyanarra a gyártási célra van méretezve. Ilyenkor a minőség stabil, a selejt és az állásidő csökken, a fajlagos energia és porfelhasználás pedig tervezhetővé válik.
A porszóró festősor tipikusan fémipari, autóipari beszállítói, gépgyártói, bútor- és lemeztermék gyártási környezetben ad gyors megtérülést – különösen ott, ahol a kibocsátás, a tisztaság és a reprodukálható filmvastagság üzemi követelmény. A cél nem csak az, hogy „legyen festés”, hanem hogy minden műszakban ugyanazt a felületet hozd, kiszámítható ciklusidővel.
A jó rendszertervezés a munkadarabból és a gyártási ritmusból indul ki. Más sor kell nagy felületű lemezekhez, más bonyolult geometriájú hegesztett vázakhoz, és teljesen más egy gyors, folyamatos konvejoros átfutásra, mint egy kampós, „batch” (szériás) munkára.
A döntést a darabméret és darabmix mellett a minőségi elvárás (rétegvastagság-tartomány, narancsbőr-tűrés, élek lefedése), az előkészítés (előkezelés, száradás), valamint a rendelkezésre álló hely és energiainfrastruktúra együtt határozza meg.
A tervezésnél mindig érdemes előre tisztázni, hogy a cél inkább kapacitásnövelés, minőségstabilizálás vagy üzemeltetési költségcsökkentés. Ugyanaz a komplett porszóró rendszer lehet kimondottan termelékenységre optimalizált (automata kabin + gyors hőprofil), vagy minőségre és tisztaságra optimalizált (finomhangolt légtechnika, jobb szűrés, kontrollált anyagáram). Ha ezek a prioritások nincsenek kimondva, a rendszer könnyen „mindenből egy kicsit” lesz, ami végül egyik KPI-t sem hozza jól.
max. darabméret, kampózási sűrűség, műszakrend, cél darabszám/óra.
kívánt felület, rétegvastagság, élek/üregek lefedése, por típus (epoxi/poliészter/hibrid), színváltás gyakorisága.
csarnokmagasság, légcsatornák útja, energia (gáz/elektromos), karbantartási hozzáférés, bővíthetőség.
esetén a „jó kabin” leginkább a levegőáramlásról szól. Olyan stabil, egyenletes elszívási képet ad, ami elviszi a túlport, de nem „szívja le” a friss port a darabról, és nem kavar fel lerakódást. A kabin belső geometriája, belépő/levegőelosztás, elszívási zónák, valamint a tisztíthatóság (anyagválasztás, felületek, hozzáférések) együtt határozza meg a napi üzemeltetési kényelmet és a porveszteséget. A színváltások száma pedig közvetlenül befolyásolja, milyen kabinfelépítés és belső kialakítás éri meg.
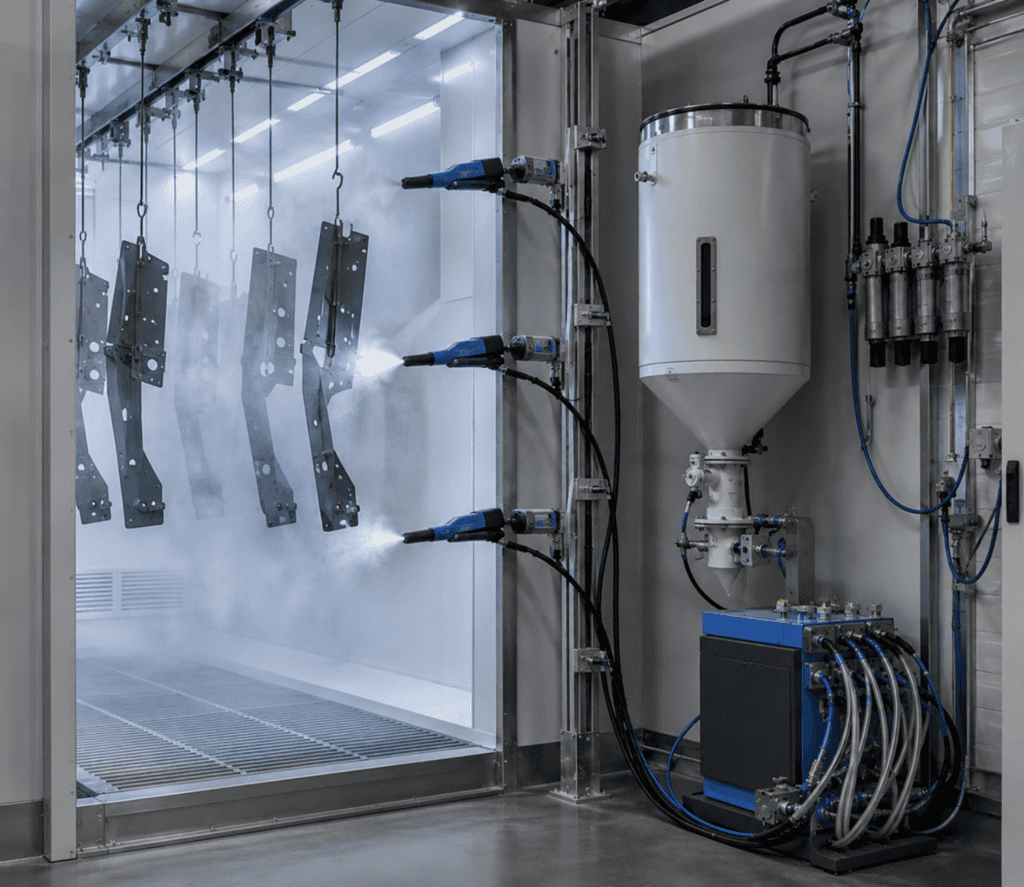
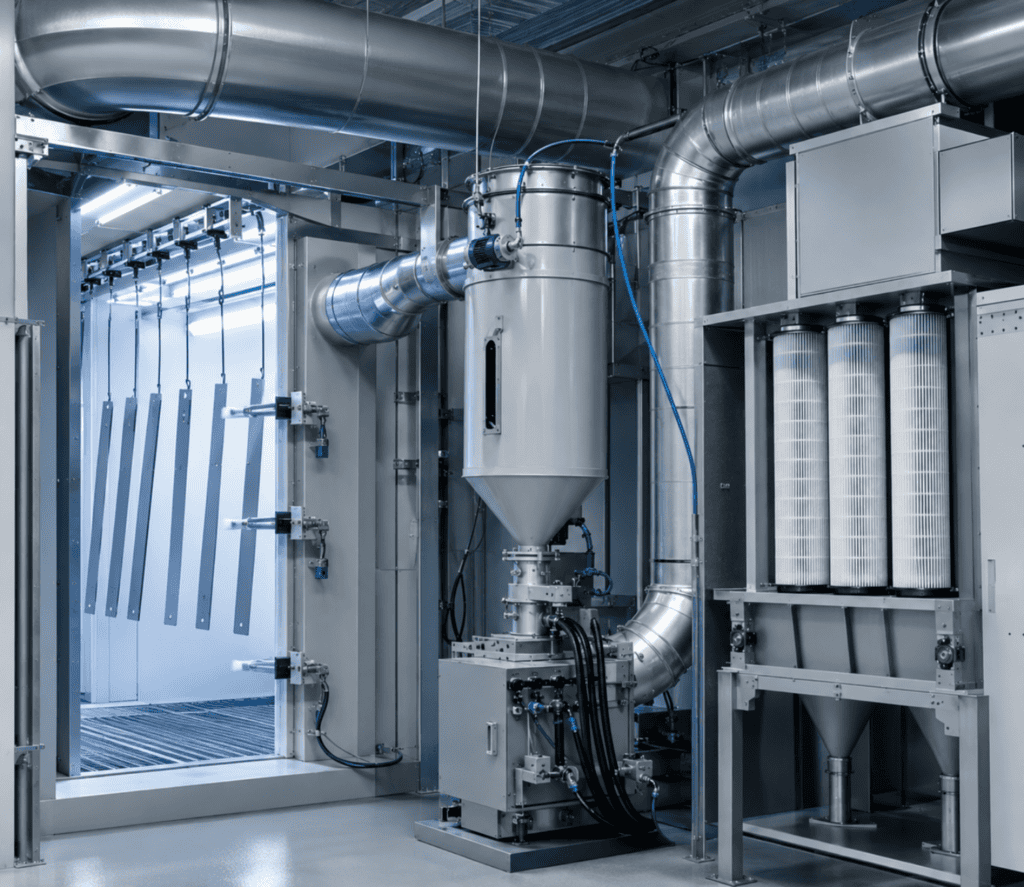
a rendszer „tüdeje”. Ha a visszanyerés túl agresszív vagy rosszul méretezett, megnő a túlpor, a szűrők terhelése és a tisztítási igény; ha túl gyenge, romlik a kabin tisztasága, és ingadozik a felület. Itt szokott felmerülni a ciklon vs patronos szűrés kérdése. A döntést nem „ízlés”, hanem porfajta, terhelés, visszanyerési arány, színváltási logika és az elvárt kibocsátási értékek befolyásolják. A cél mindig az, hogy a légtechnika, a ventilátor és a szűrőfelület egy rendszerként legyen optimalizálva, különben a legjobb kabin is poros üzemmé válik.
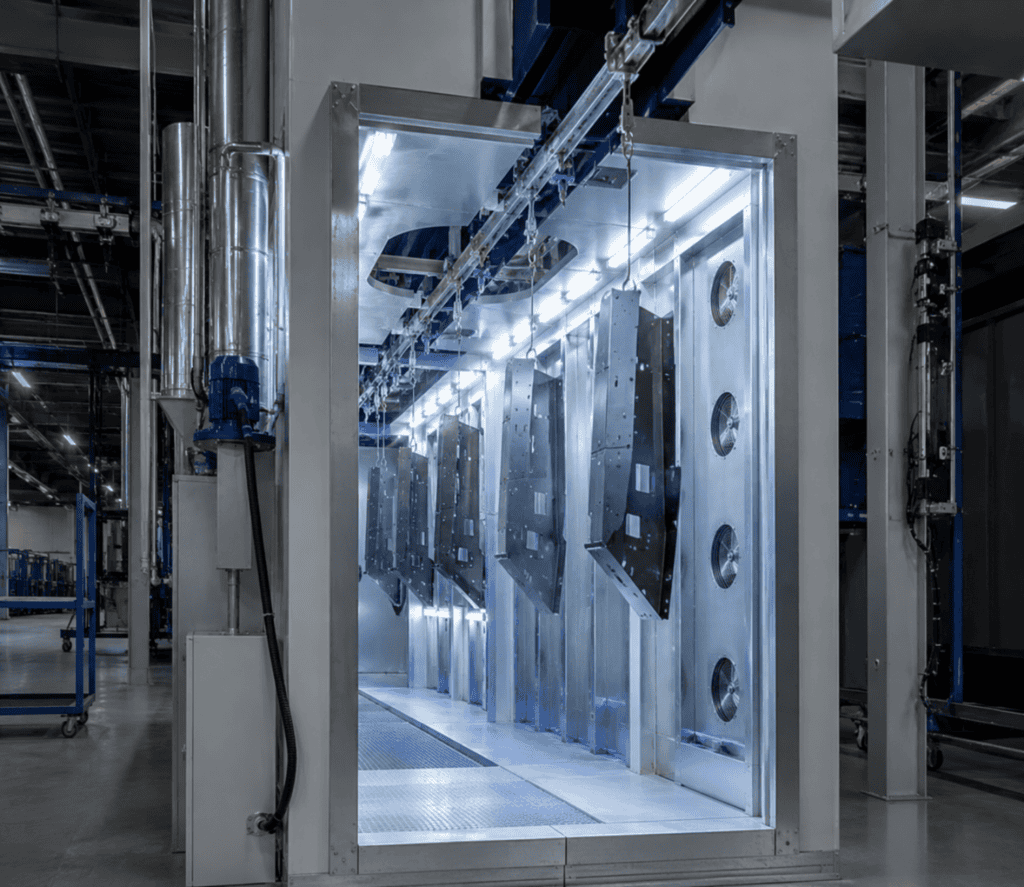
minőséget dönt el. A porszórásnál a felület hibáinak jelentős része nem a kabinban keletkezik, hanem a beégetés során válik láthatóvá (alul-/túlégetés, egyenetlen hőterhelés, nem megfelelő átszellőzés). A kemence hőprofilja, légáramlása, szigetelése és szabályozása együtt adja azt az egyenletességet, ami stabil fényt, keménységet és tapadást biztosít. Ezzel összhangban kell lennie a konvejor sebességének, a kampózásnak és a darabok közötti távolságnak is, különben a kemence „papíron jó”, a valóságban viszont folyamatosan kompenzálsz.
(kézi – félautomata – automata)
A kézi, félautomata és automata rendszerek közti különbség nem csak az, hogy „robot van-e”.
A különbség abban áll, mennyire tudod a rétegvastagságot és az ismételhetőséget függetleníteni az operátori rutintól, és mennyire tudod a gyártást stabilan skálázni műszakszinten.
Kézi rendszernél a rugalmasság erős (darabmix), cserébe a minőség és a fajlagos felhasználás jobban függ az emberi tényezőtől. Automata rendszernél a stabilitás és a throughput erős, cserébe nagyobb a tervezési fegyelem (kampózás, pálya, ütemezés).

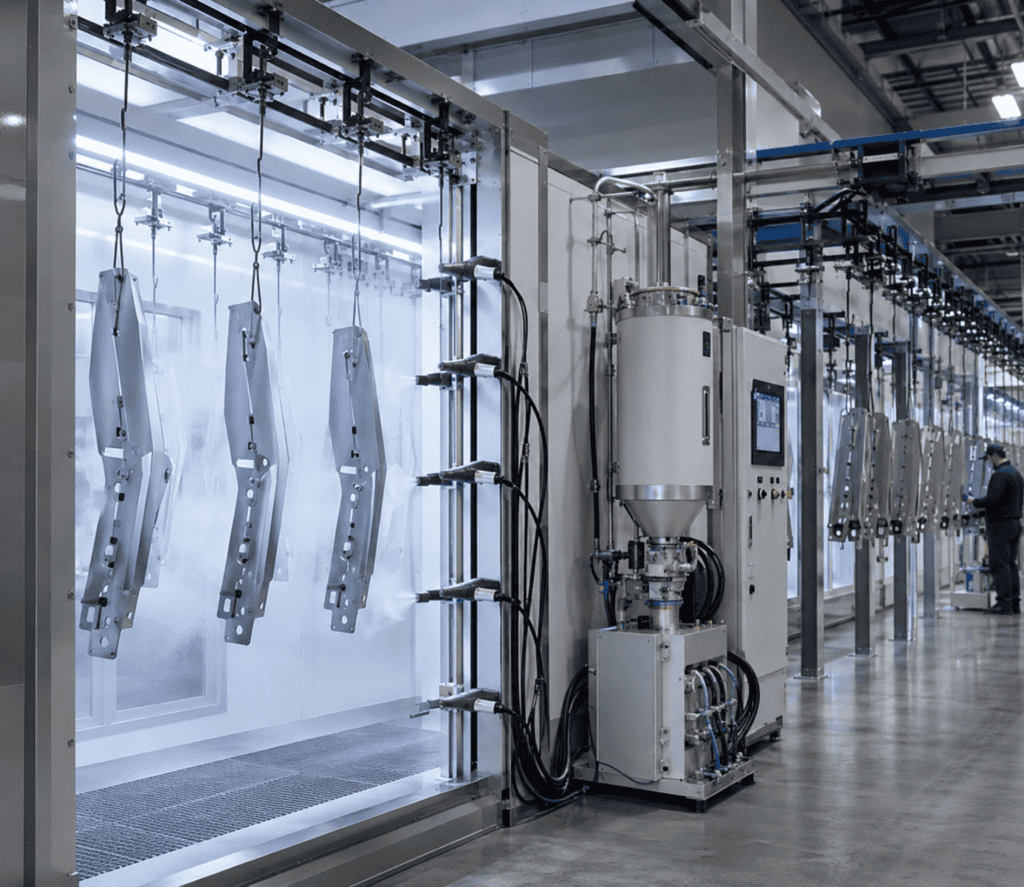
A félautomata megoldások tipikusan ott adnak jó kompromisszumot, ahol vannak ismétlődő termékek, de a darabmix még nem indokol teljes automatizálást. Ilyenkor a kabin, a poranyagellátás és a programozhatóság (receptúrák, paraméterek) sokat számít, mert a cél az, hogy a beállások gyorsak legyenek, és a minőség ne műszak-függően ingadozzon.
Kézi irány: alacsony/közepes volumen, sokféle darab, gyakori váltások, rövid szériák.
Félautomata irány: ismétlődő termékek, mérsékelt váltások, minőségstabilizálási igény.
Automata irány: nagy volumen, szűk darabmix, folyamatos átfutás, szoros minőségi tűrések.
(túlpor, egyenletesség)
Energiaoldalon a legnagyobb nyereség általában nem egyetlen „csodamegoldás”, hanem több, egymást erősítő részlet:
Jól méretezett légtechnika (ne feleslegesen sok levegőt mozgass), hatékony szűrés (ne a szűrőellenállás zabálja a ventilátort), megfelelő kabinkialakítás (ne legyen túlpor és lerakódás), valamint egy olyan kemence, ami gyorsan eléri a stabil állapotot és tartja is azt.
A jó szigetelés, a hőhidak kezelése, a zónázás (előmelegítés–beégetés–hűtés) és a szabályozás (PID, receptúrák) mind közvetlenül megjelenik a gáz/áram számlában és a ciklusidőben.
Minőségoldalon a „túlpor” tipikusan tünet. Utalhat rossz légáramra, rossz visszanyerési arányra, túl nagy porfelhőre, nem megfelelő földelésre vagy rossz kampózásra is.
A cél a kontrollált porfelhő és a stabil légsebesség, mert ettől lesz egyenletes a felhordás, és ettől csökken a beszennyeződés.
A beégetés egyenletességét pedig nem érzésre, hanem mérhetően érdemes kezelni. – Hőprofil-ellenőrzés, darab- és kampózási szabványosítás, receptúrák, és következetes karbantartás.
Egy komplett porszóró rendszer akkor működik jól, ha nem külön gépek összerakott láncolata, hanem egymáshoz hangolt technológiai egységek rendszere. A kabin levegőtechnikája, a porvisszanyerés, a szűrés, a porbeégető kemence hőprofilja és a konvejor sebessége ugyanarra a gyártási célra van méretezve. Ilyenkor a minőség stabil, a selejt és az állásidő csökken, a fajlagos energia és porfelhasználás pedig tervezhetővé válik.
A porszóró festősor tipikusan fémipari, autóipari beszállítói, gépgyártói, bútor- és lemeztermék gyártási környezetben ad gyors megtérülést – különösen ott, ahol a kibocsátás, a tisztaság és a reprodukálható filmvastagság üzemi követelmény. A cél nem csak az, hogy „legyen festés”, hanem hogy minden műszakban ugyanazt a felületet hozd, kiszámítható ciklusidővel.
Ha szeretnéd, helyszíni felmérésen végignézzük a csarnok
adottságait, a darabáramlást, a kampózást, a légtechnika
lehetőségeit és az energiapontokat, majd ezek alapján
javaslunk rendszerfelépítést (kabin – szűrés – kemence –
konvejor) és ütemezést.
Kérj ajánlatot vagy visszahívást az ajánatkérő form
segítségével.
Az alapterületet nem csak a kabin mérete adja, hanem a teljes technológiai lánc és a kiszolgáló zónák. Be- és kitárolás, kampózás, előkészítés/előkezelés (ha része), pufferzónák, karbantartási hozzáférések, légtechnikai csatornák útja, valamint a kemence és a hűtő/szikkasztó szakasz helyigénye. A rosszul tervezett elrendezés nem csak szűkös lesz, hanem üzemeltetési kockázatot is hoz (nehezen takarítható, rosszul hozzáférhető elemek, balesetveszélyes anyagáramlás).
Érdemes a rendelkezésre álló csarnokméretet úgy kezelni, mint tervezési inputot. Optimális darabáramlással gyakran kisebb helyen is jobb throughput érhető el, mint széttolt elrendezéssel. A helyszíni felmérés ezért nem formalitás; sokszor a csatornázás, a kapuk helye, a belmagasság és a kampózási útvonal dönti el, mi a reálisan jó rendszer.
A ciklon tipikusan ott előnyös, ahol nagyobb por- és levegőterhelés mellett jó visszanyerési arányt szeretnél, és fontos a stabil üzem hosszabb távon. A patronos szűrés sok esetben egyszerűbb és kompaktabb, viszont érzékenyebb lehet a terhelési csúcsokra és a szűrőkarbantartásra. A döntést valójában az határozza meg, milyen a porod viselkedése (szemcse, tapadás), mennyi a túlpor, milyen gyakori a színváltás, és milyen kibocsátási/üzemi tisztasági elvárásaid vannak.
A jó válasz szinte mindig „rendszerszintű”. A kabin légárama, a visszanyerés, a ventilátor és a szűrőfelület együtt adja ki a működést. Emiatt ciklon/patron kérdésben a legbiztosabb út a terhelés és a technológiai célok alapján történő méretezés, nem pedig egyetlen komponens kiválasztása.
Az átfutás a projekt komplexitásától és a rendszer testreszabottságától függ. – Más idő egy standard kézi kabin + alap kemence kombináció, és más egy konvejoros, automatizált sor teljes légtechnikával, vezérléssel és integrációval. A valós ütemezést általában három dolog befolyásolja a legjobban: a műszaki specifikáció tisztasága (mennyire egyértelmű a cél), a gyártási/gyártói kapacitás (kritikus komponensek), valamint a helyszíni telepítési ablak (mennyi leállást tudsz vállalni).
A gyakorlatban a legnagyobb csúszásokat az okozza, ha a projekt elején nincs tisztázva a darabáramlás és a kampózás, vagy későn derülnek ki infrastruktúra-korlátok (energia, csatornaút, helyhiány). Emiatt érdemes a felmérést és a layout-tervet előre venni: ezzel nem csak a telepítés lesz tervezhető, hanem az üzembe helyezés is gyorsul.
ATEX akkor kerül elő, amikor robbanásveszélyes környezet kockázata reálisan felmerülhet – például bizonyos porok, levegő-por keverékek, vagy egyes üzemeltetési helyzetek miatt. Itt nem „ráírunk egy címkét”, hanem kockázatértékelés és megfelelő műszaki megoldások (földelés, szikramentes kialakítás, érzékelés/védelem, elszívás, anyagkezelés) alapján lehet felelősen dönteni. A porszórásnál tipikusan a porfelhő kezelése, a lerakódások, a megfelelő földelés és a rendszer tisztasága kiemelt fontosságú.
Fontos! ATEX kérdésben mindig a konkrét technológia és üzemkörnyezet a döntő, ezért az általános igen/nem válasz ritkán korrekt. Amit viszont biztonsággal meg lehet tenni; már a tervezés elején úgy felépíteni a rendszert, hogy a kockázatok láthatók, kezelhetők, és a szükséges dokumentáció/megoldások beilleszthetők legyenek a projektbe.
A jó ajánlat titka, hogy a technológiai cél számszerű és ellenőrizhető legyen. – Darabméret, darabáram, minőségi elvárás, por típusa, színváltási gyakoriság, valamint a rendelkezésre álló hely és energia. Ha ezekből hiányzik egy – kettő, az ajánlat szükségszerűen „tág” lesz, ami később vagy plusz költségben, vagy kompromisszumban jelenik meg. Ezért az ajánlatkérő adatlapot úgy érdemes kitölteni, hogy ne csak a gépet, hanem a gyártási logikát is leírd.