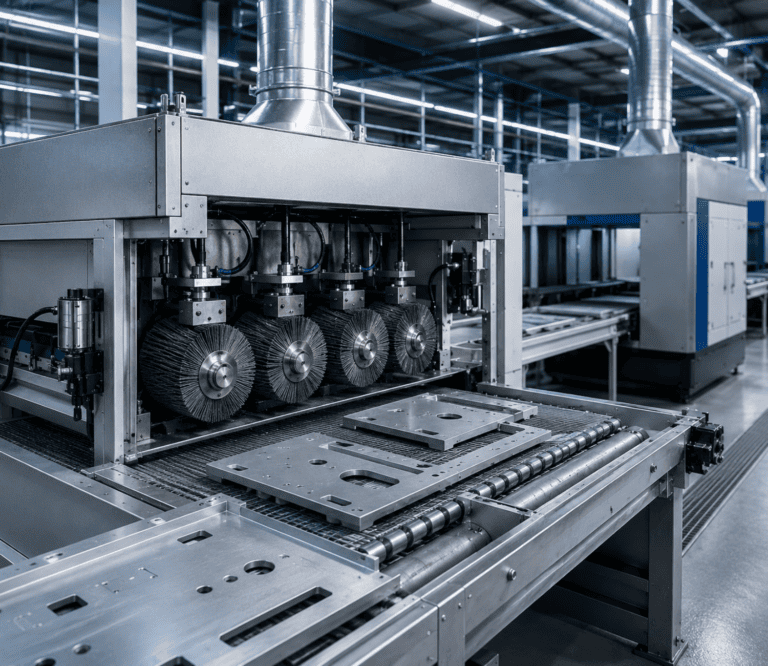
A nedvesfestésnél a végső felületminőség gyakran nem a festésnél romlik el, hanem már a festés előtt. Aorja, oxidréteg, felületi szennyeződés, túl sima vagy túl egyenetlen alapfelület mind okozhat tapadási hibát, narancsosságot, krátert vagy esztétikai problémákat. A kefegépek ezért a komplett nedvesfestő rendszerben nem kényelmi kiegészítők, hanem olyan felület-előkészítő berendezések, amelyek ismételhető, kontrollált felületállapotot adnak a festéshez.
A Recycolor Kft márkafüggetlenül tervez és szállít kefegépes megoldásokat festőüzemekhez. Nem gyártót mutatunk, hanem a te munkadarabjaidhoz, a bevonatrendszeredhez és a kapacitásodhoz illesztett technológiát állítunk össze – úgy, hogy a kezelők számára tanítható legyen, és a rendszer hosszú távon is fenntarthatóan működjön.
A festék tapadása és a felületkép egyenletessége közvetlenül függ attól, hogy a felület milyen állapotban kerül a szórás elé.
Ha a felület:
akkor a festék nem ugyanúgy viselkedik darabról darabra. Ipari környezetben ez a legdrágább probléma. A selejt és az utómunka jellemzően sokkal többe kerül, mint egy jól megtervezett felület-előkészítő lépcső.
A kefegép célja, hogy a felület-előkészítést standardizálja. Nem az a lényeg, hogy szebb legyen, hanem hogy a felület állapota ismételhető legyen. – Ugyanaz a mikroszerkezet, ugyanaz a tisztaság, ugyanaz a viselkedés festéskor.
A kefegépek többféle feladatot tudnak lefedni, és a megfelelő konfigurációval a gyártás kritikus pontjait stabilizálják.
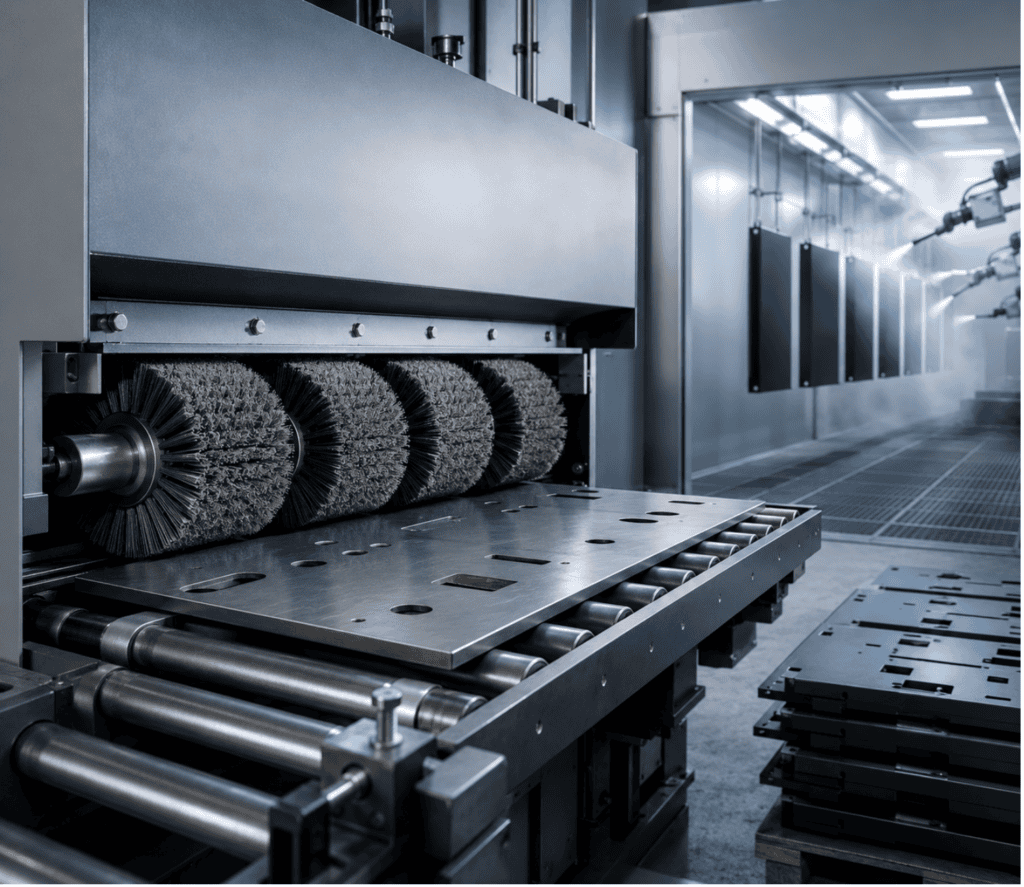
Lézervágott, stancolt, megmunkált alkatrészeknél a sorja és az éles él gyakran okoz problémát festéskor.
A kefegép segíthet a sorja eltávolításában és az élek „barátságosabbá” tételében, ami csökkenti a hibákat és javítja a tartósságot.
Bizonyos alapfelületeknél (például túl sima felület, korábbi technológiai réteg, fényes alap) a tapadás és a terülés stabilitása javítható kontrollált mattítással.
Itt a cél nem agresszív anyagleválasztás, hanem egyenletes felületkép és tapadási karakter.
Nedvesfestésnél – főleg magas esztétikai igényeknél – előfordul köztes csiszolás/mattítás, hogy a következő réteg tökéletesen terüljön és a felület egyenletes legyen.
Ilyenkor a kefegép a minőségbiztosítás része.
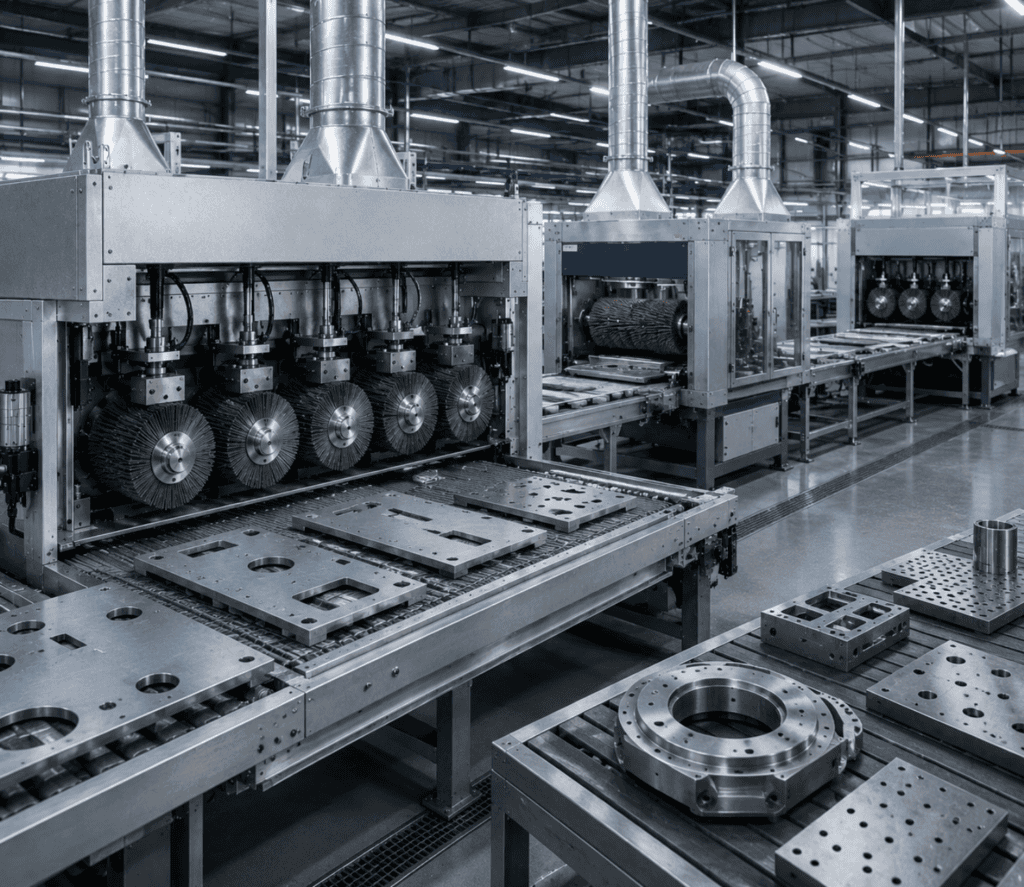
A kefegépek a felület egységesítésében is segíthetnek.
Csökkenthetik a lokális eltéréseket, és egyenletesebb kiinduló állapotot adhatnak a teljes bevonatrendszerhez.
Nem a gép, a feladat dönt
A kefegépek világában sokféle konstrukció létezik (átmenő rendszer, állomás jellegű, többfejes, széles munkaszélességű, stb.), de a helyes kiválasztás kulcsa mindig ugyanaz: mit kell elérni a felületen, mekkora kapacitással, milyen munkadarab-variáció mellett.
A Recycolor tervezésnél ezért nem géptípusról indul, hanem ezekből a kérdésekből:
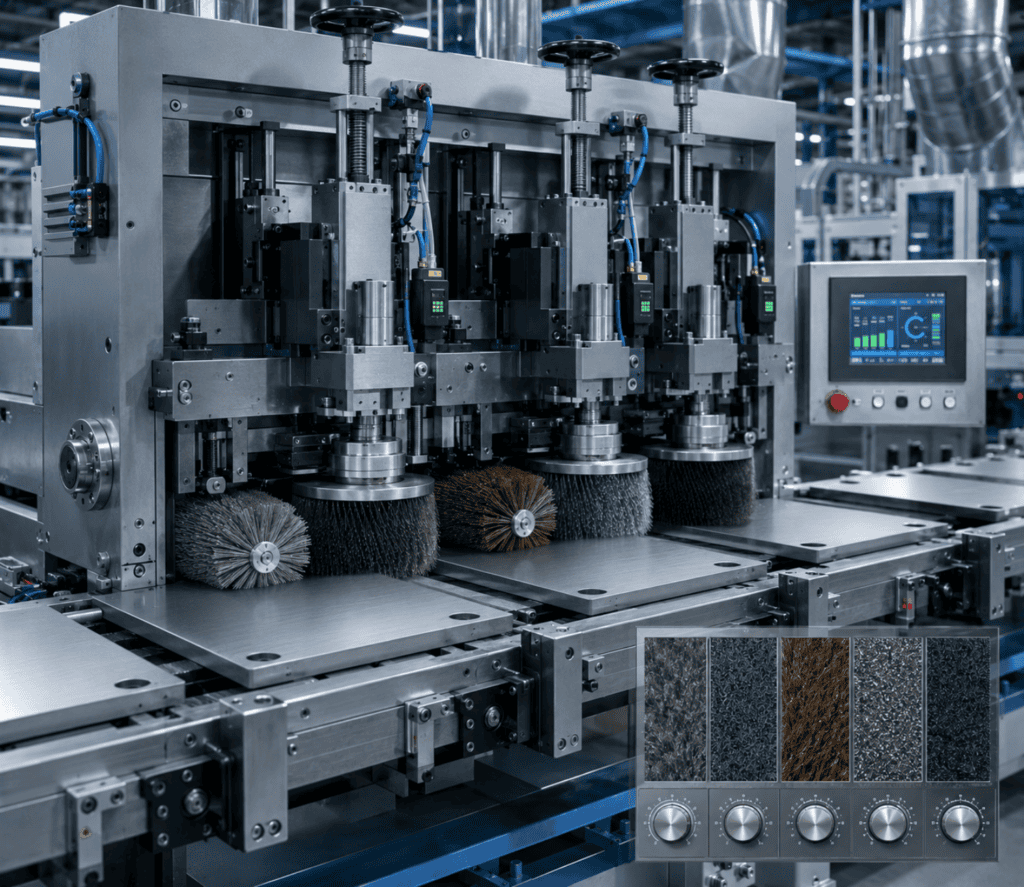
Kefeanyag, szemcse, nyomás, fordulat – ettől lesz ismételhető
A kefegép nem csak forog és koptat. A kefeanyag típusa, a szemcse, a nyomóerő, a fordulatszám és a haladási sebesség együtt adja ki a végeredményt. Ha ezek nincsenek rögzítve, a folyamat kezelőfüggő lesz, és ugyanaz a darab más felületállapottal megy festésre.
A stabil működéshez a gyakorlatban az kell, hogy a beállítás ne csak egy alkalmi paraméter legyen, hanem egy kialakított technológia. Adott feladatra adott kefe, adott beállítási tartomány, és egy olyan ellenőrzési rutin, amivel a kopás és az eltérés időben észrevehető.
A kefegép csak akkor jó, ha a por nincs ott a festésnél
Porelszívás és tisztaság
A kefegépek porral dolgoznak. Ha a keletkező por nem kerül kontrolláltan elszívásra és leválasztásra, akkor a következő lépcsőben (festés) hibát okozhat: szemcsésedés, tapadási gond, felületi zárványok.
Ezért a kefegép telepítésénél a porelszívás nem „opció”, hanem a minőség alapfeltétele.
A Recycolor a kefegépet mindig a környezetével együtt kezeli; – hogyan történik a por elszívása, hova kerül a leválasztott anyag, és hogyan tartható tisztán a környező terület anélkül, hogy a kezelők napi szinten porfelhőben dolgoznának.
Hol legyen a kefegép?
Integráció a festőüzembe
akran a festés előtti felület-előkészítés része, köztes csiszolásnál a rétegek közé kerül. A döntésnél az anyagáramlás a kulcs.
A kefegép ne legyen szűk keresztmetszet, és ne hozzon létre felesleges mozgatást, várakozást. Ipari üzemben a folyamat akkor stabil, ha a kefegép ciklusideje és kapacitása illeszkedik a kabin és a szárítás/beégetés ritmusához.
A kefegépek mozgó részekkel és porral dolgoznak, ezért a biztonság és a kezelhetőség tervezési alap. A cél az, hogy a kezelők egyszerűen és biztonságosan tudják használni a gépet, a karbantartás pedig ne igényeljen bonyolult szétszerelést.
A Recycolor minden esetben úgy tervezi a megoldást, hogy az üzemeltetés betanítható legyen, és ne legyen egy emberhez kötött tudás.
Karbantartás és TCO
kopóanyag, beállítás, tervezhetőség
A kefegépek üzemeltetésében a legnagyobb tétel tipikusan a kopóanyag (kefék, csiszoló elemek) és a hozzá kapcsolódó állásidő.
A jó rendszer ott kezdődik, hogy a kopóanyag-csere tervezhető, a beállítás visszaállítható, és a minőségi eltérések nem csak akkor derülnek ki, amikor már selejt keletkezett.
A Recycolor célja, hogy a kefegép ne „költséggyár” legyen, hanem egy olyan stabilizáló lépcső, ami összességében csökkenti a selejtet és a hibakeresési időt.
A pontos tervezéshez a legfontosabb. – Milyen anyagot és milyen felületi állapotot kell kezelni, mi a konkrét cél (sorja, mattítás, köztes csiszolás), mekkora a munkadarab mérete és mennyi a kapacitás.
Ha ezek megvannak, a Recycolor gyorsan fel tudja vázolni, milyen kefés technológia ad stabil és fenntartható eredményt a te üzemedben.
A Recycolor márkafüggetlenül dolgozik, ezért a kefegépnél is a cél a te technológiád. – Olyan felület-előkészítő lépcső, ami csökkenti a kezelőfüggőséget, stabilizálja a felületállapotot, és így a festés minősége is kiszámíthatóbb lesz. A látogató biztonságérzete pedig ebből jön. – Nem „gépet vesz”, hanem egy megtervezett, működő folyamatot kap.
Általában a selejtcsökkenésből, a javítási/újrafestési idő mérsékléséből és a gyorsabb hibakeresésből térül meg. A megtérülés üzemfüggő: a sorjás alkatrészek aránya, a minőségi elvárás és a napi darabszám a döntő.
Túl kevésnél maradhat sorja, egyenetlen mattítás vagy tapadási kockázat, túl soknál pedig felesleges anyagleválasztás, felületi “karcosság” vagy éllekerekítés jelenhet meg. A helyes tartományt próbadarabbal, rögzített paraméterekkel és egyszerű vizuális/mérési ellenőrzéssel érdemes beállítani.
Tipikusan élhibákat, sorjából adódó „felkapást”, lokális tapadási problémákat, illetve a felület egyenletlensége miatti esztétikai eltéréseket. Ezek gyakran csak a száradás vagy beégetés után válnak igazán láthatóvá.
Igen, ha a folyamat recept-szerűen kezelhető: külön beállítások (kefe, nyomás, fordulat, előtolás) és gyors átállás áll rendelkezésre. A kulcs az, hogy az átállási idő ne legyen nagyobb, mint amit a termelési ritmus elbír.
Közvetetten csökkentheti a fogyasztást, mert kevesebb javítás, kevesebb újrafestés és stabilabb felhordás mellett ritkábban kell ráfújni hibák miatt. Emellett az egyenletesebb felület gyakran jobb terülést és kiszámíthatóbb rétegvastagságot eredményez.
Attól, hogy a beállítások rögzítettek (paraméter-tartományok), a kopóanyag csere és ellenőrzés tervezett, és van egyszerű dokumentáció arról, milyen recepttel ment a gyártás. Nem kell bonyolult rendszer, de legyen visszakereshető logika.
A kefezés tipikusan a felület-előkészítés egyik lépcsője, és a sorrend fontos. A jó gyakorlat az, hogy a kefezés ne rontsa, hanem támogassa a következő technológiai lépést (tisztíthatóság, tapadás). A pontos sorrend a bevonatrendszertől és az előkezelési folyamattól függ.
Gyakori, ha nincs jól kialakítva a porleválasztás vagy a darab tisztítása a következő lépés előtt. Minimalizálni lehet megfelelő elszívással, darabtovábbítási logikával és egy tiszta átadási ponttal a festés felé.
Akkor, ha a kézi munka minősége ingadozik, sok az él/sorja miatti javítás, vagy a kapacitás növekedése miatt már nem tartható a ciklusidő. Gépesítéssel a minőség és az idő jobban standardizálható.
Mert így nem egy adott gépet próbálunk „ráhúzni” a feladatra, hanem a célt definiáljuk (milyen felületállapot kell, milyen kapacitással, milyen por- és biztonsági feltételekkel), és ehhez választjuk a legjobban illeszkedő megoldást. Ez csökkenti a zsákutca döntések esélyét és növeli az üzembiztonságot.